Las bombas industriales son componentes críticos en sectores como minería, petróleo y gas, puertos e infraestructuras marina. Su función va más allá del simple transporte de fluidos: representan un elemento estratégico para garantizar la continuidad operativa, la seguridad en los procesos y la optimización de recursos en proyectos de gran escala.
En un contexto donde las empresas enfrentan mayores exigencias de productividad, sostenibilidad y reducción de costos, la selección adecuada de una bomba industrial se traduce en ventajas medibles: menor tiempo de inactividad, mayor durabilidad de los equipos y eficiencia energética.
Este blog ofrece una guía clara y práctica para tomadores de decisiones, abordando los principales tipos de bombas, sus aplicaciones en diferentes industrias y los componentes clave que determinan su desempeño.
Tipos de bombas industriales
Clasificación principal
- Bombas dinámicas (centrífugas): Funcionan mediante un impulsor giratorio que transmite energía cinética al fluido, convirtiéndola en presión. Son ideales para mover grandes volúmenes de líquidos de baja viscosidad, como agua o químicos ligeros, ofreciendo simplicidad de mantenimiento y alta eficiencia.
- Bombas de desplazamiento positivo: Desplazan un volumen fijo de fluido por cada ciclo, garantizando un caudal constante incluso frente a variaciones de presión. Son la mejor opción para líquidos viscosos, abrasivos o cuando se requiere precisión en la dosificación.
Subtipos relevantes para la industria
- Bombas centrífugas industriales: disponibles en configuraciones radiales, axiales o magnéticas, utilizadas en procesos que demandan alto caudal y operación continua.
- Bombas de lóbulos, engranajes y cavidad progresiva: diseñadas para fluidos más densos o con partículas en suspensión, frecuentes en minería y en la industria química.
- Bombas peristálticas y de diafragma: especialmente útiles en aplicaciones que requieren alta higiene, manipulación de líquidos corrosivos o control preciso del caudal.
La elección del tipo de bomba depende directamente de variables críticas como el tipo de fluido, la presión de trabajo, el caudal requerido y las condiciones de operación. Comprender estas diferencias permite a ingenieros y responsables de compras tomar decisiones fundamentadas que maximizan la rentabilidad del equipo en el largo plazo.
Aplicaciones de las bombas industriales
Las bombas industriales se han convertido en un recurso indispensable para sectores que requieren mover líquidos, lodos o materiales bajo condiciones exigentes. Su versatilidad y capacidad de adaptación a distintos entornos operativos permiten optimizar procesos y garantizar continuidad en proyectos de alto impacto económico.
Minería y dragado
En operaciones mineras, las bombas deben enfrentar uno de los mayores desafíos: el transporte de lodos abrasivos, relaves y sólidos en suspensión. Las bombas industriales para lodos destacan en este contexto, ya que están diseñadas para resistir fluidos altamente abrasivos, reduciendo el desgaste prematuro y los costos de mantenimiento. En dragado costero y fluvial, estas bombas permiten extraer materiales del fondo de ríos o puertos de forma eficiente, acelerando proyectos de infraestructura y logística marítima.
Tratamiento de aguas
En plantas de potabilización y en instalaciones de aguas residuales, las bombas industriales garantizan un flujo continuo y estable. Además de facilitar la distribución del agua, contribuyen al cumplimiento de normativas ambientales, al tiempo que optimizan el consumo energético y reducen costos operativos en municipios e industrias.
Industria química y petroquímica
El manejo de fluidos corrosivos, tóxicos o peligrosos requiere equipos especializados que aseguren la integridad del proceso y la seguridad de los operarios. En este sector, las bombas centrífugas industriales y las de desplazamiento positivo se emplean según las características del fluido, garantizando tanto la precisión del bombeo como el cumplimiento de regulaciones ambientales estrictas.
Alimentaria y bebidas
La industria alimentaria demanda bombas capaces de transferir líquidos con altos estándares de higiene y seguridad. Los equipos peristálticos y de lóbulos se utilizan para mover ingredientes sensibles sin alterar su calidad, asegurando la inocuidad del producto final y cumpliendo normas sanitarias internacionales.
Construcción e industria general
En la construcción y otros sectores industriales, las bombas cumplen funciones críticas como el desagüe de excavaciones, el transporte de materiales líquidos y el soporte en procesos de manufactura. Su capacidad para trabajar en entornos variables y bajo presión convierte a estos equipos en aliados esenciales para contratistas y gestores de proyectos.
Remoción ambiental
Un ejemplo concreto de aplicación ambiental es la recolección de sargazo en zonas costeras. Las bombas industriales diseñadas para esta tarea permiten la extracción rápida y controlada de residuos, minimizando los impactos negativos en ecosistemas marinos y apoyando la sostenibilidad turística y pesquera de la región.
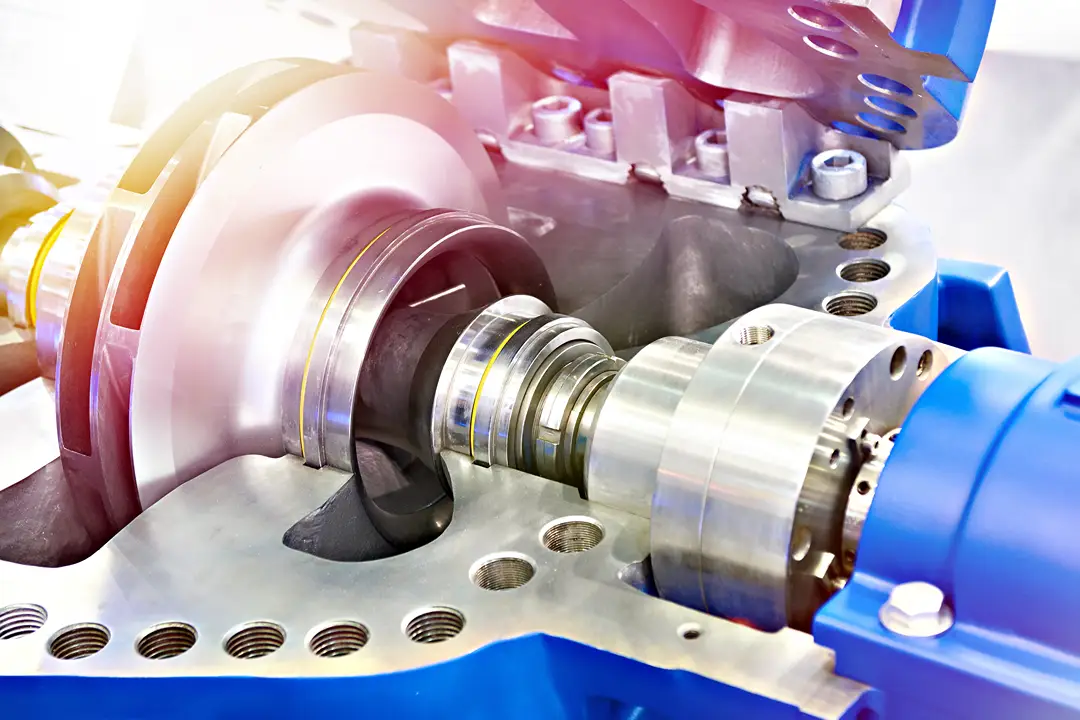
Componentes clave de las bombas industriales
El desempeño de una bomba industrial depende en gran medida de la calidad y diseño de sus componentes. Conocer cada elemento permite evaluar mejor la durabilidad del equipo, su eficiencia operativa y los costos de mantenimiento a lo largo de la vida útil.
Elementos principales
- Impulsor o pistón: En las bombas centrífugas industriales, el impulsor transfiere energía cinética al fluido, convirtiéndola en presión. En las bombas de desplazamiento positivo, este rol lo cumple un pistón, engranaje o rotor que desplaza un volumen fijo por ciclo.
- Carcasa: Protege los componentes internos y dirige el flujo del fluido. Su diseño y material deben adaptarse a la naturaleza del líquido bombeado, especialmente cuando se trata de sustancias corrosivas o abrasivas.
- Sello mecánico: Garantiza la estanqueidad del sistema, evitando fugas alrededor del eje y protegiendo tanto el equipo como el entorno. En aplicaciones con fluidos peligrosos, este componente es esencial para la seguridad.
- Válvulas de entrada y salida: Controlan el paso del fluido hacia y desde la bomba, regulando el caudal y evitando retrocesos que puedan afectar la operación.
- Motor o fuente de energía: Puede ser eléctrico, hidráulico o de combustión, dependiendo del entorno de trabajo. Su elección impacta directamente en la eficiencia energética y en la adaptabilidad de la bomba a condiciones remotas o críticas.
- Cojinetes: Aseguran el soporte del eje y minimizan la fricción, favoreciendo un funcionamiento estable y prolongando la vida útil del equipo.
Importancia de la selección adecuada
La combinación de estos componentes determina la confiabilidad de una bomba industrial. Un impulsor fabricado con materiales inadecuados puede desgastarse rápidamente en contacto con lodos abrasivos, mientras que un sello mecánico de baja calidad incrementa el riesgo de fugas y paradas no programadas. Por ello, la correcta selección de cada parte no solo mejora la eficiencia de bombeo, sino que también reduce los costos de mantenimiento y maximiza el retorno de inversión en proyectos de gran escala.

Criterios de selección y retorno de inversión (ROI)
La elección de una bomba industrial adecuada no debe limitarse al precio inicial del equipo. Para garantizar una inversión rentable, es necesario evaluar criterios técnicos, operativos y económicos que influyen directamente en el desempeño y en los costos a largo plazo.
Factores técnicos a considerar
- Tipo de fluido: la viscosidad, abrasividad y nivel de corrosión determinan si conviene una bomba centrífuga industrial o una de desplazamiento positivo.
- Caudal y presión requeridos: parámetros clave que definen el dimensionamiento correcto y evitan sobrecargas o pérdidas de eficiencia.
- Condiciones de operación: temperatura, pH, presencia de sólidos en suspensión y entorno de trabajo (marino, subterráneo, industrial) impactan en la selección de materiales y sellos.
- Eficiencia energética: bombas con motores optimizados reducen el consumo eléctrico y contribuyen a la sostenibilidad del proyecto.
Impacto en costos operativos
Una bomba correctamente dimensionada disminuye el desgaste de componentes, reduce tiempos de inactividad y minimiza gastos de mantenimiento. Por el contrario, una selección inadecuada puede generar fallas prematuras, interrupciones en la producción y pérdidas económicas significativas.
Retorno de inversión en proyectos industriales
El ROI de una bomba industrial se mide no solo en el tiempo de recuperación de la inversión inicial, sino también en beneficios acumulados como:
- Mayor vida útil del equipo.
- Menor consumo energético en operación continua.
- Disminución de costos de repuestos y reparaciones.
- Cumplimiento normativo y reducción de riesgos ambientales o laborales.
Para los responsables de compras, gerentes de ingeniería y contratistas, este análisis permite justificar la inversión frente a la dirección ejecutiva o a entidades gubernamentales, demostrando cómo una decisión técnica acertada se traduce en ventajas económicas tangibles.

Cómo elegir bombas industriales que aseguren eficiencia y retorno de inversión
Las bombas industriales son mucho más que equipos de bombeo: representan activos estratégicos que determinan la productividad, seguridad y sostenibilidad de proyectos en sectores críticos como minería, petróleo y gas, defensa, infraestructura y tratamiento de aguas.
La comprensión de los tipos de bombas disponibles, sus aplicaciones en distintos entornos y los componentes que definen su desempeño es fundamental para maximizar la eficiencia operativa. A esto se suma la importancia de evaluar criterios de selección que aseguren un retorno de inversión sólido, reduciendo costos de mantenimiento y optimizando el consumo energético.
Para responsables de compras, gerentes de ingeniería, contratistas y entidades gubernamentales, la recomendación clave es priorizar proveedores especializados en bombas industriales que ofrecen no solo equipos confiables, sino también soporte técnico, repuestos de calidad y soluciones adaptadas a las condiciones reales de cada proyecto. Esta visión estratégica asegura continuidad operativa, control de costos y un impacto positivo a largo plazo en la competitividad de la organización.